
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
ピアノ線 難加工・ばね製作事例一覧
-

フックの線径をコイル部分より太くして強度を高めた両絞りの引っ張りバネ
- 引張ばね
- ピアノ線
- フックとコイルで異なる線径を利用
- 条件に応じて最適なフックの固定方法を提案
-

連続加工できるよう工夫してコスト削減した逸品
- その他特殊ばね・線材
- ピアノ線
- ピッチと自由長のコントロール
- 両端が連続するよう形状を工夫
-

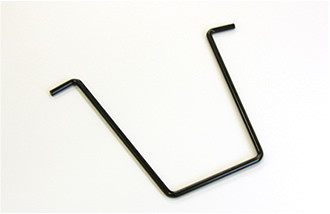
加工方法を工夫し、想定加工コストよりも安価な成形に成功した太径のバネ
- 線材曲げ加工品
- その他特殊ばね・線材
- ピアノ線
- 回転式のベンダー加工で対応
-

2つのコイル間の寸法管理が困難な特殊トーションバネ
- トーションばね
- ピアノ線
- 2つのコイル間の寸法管理が困難
-

Rが大きく、先端がRに密着している線材曲げ加工品(作業工具部品)
- 線材曲げ加工品
- ピアノ線
- 大きいRの管理が困難
- 先端カットと歪をとる加工を同時に行うことでコスト削減
-

D/dの大きなダブルトーションバネ
- ダブルトーションばね
- ピアノ線
- D/d≒21と大きいためスプリングバックの管理が困難
- バネ材のクセを弱めるため熱処理を実施
- 専用の治具を用いて左右対称に位置合わせ
-

取り付ける部分に合わせてフック部を製作した引張バネ
- 引張ばね
- ピアノ線
- 要望に合わせてフック部の形状を提案
- フック部の先端カットと歪をとる加工を同時に行うことでコスト削減
-
装着部に丁度良い強度と寸法管理を実現
- その他特殊ばね・線材
- ピアノ線
- 装着部にぴったりとはまるように強度や寸法を調整
-

要望に合わせてフック部の形状を提案した引張バネ
- 引張ばね
- ピアノ線
- フック部の形状を要望に合わせて提案
-

コイルに近い部分から曲げを行ったダブルトーションバネ
- ダブルトーションばね
- ピアノ線
- コイルを傷つけないように芯金を沿わせて曲げることが困難
-

異形線を用いたトーションバネ
- トーションばね
- ピアノ線
- 異形線を芯金で巻き取る際の摩擦によるずれを手で調整しながら密着させるという至難の業
-
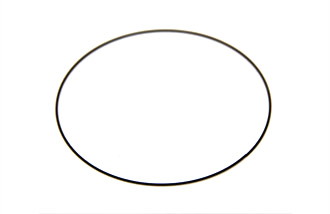
D/d≒100、公差±0.2のスナップリング
- リング
- その他特殊ばね・線材
- ピアノ線
- 線径に対してコイル平均径が非常に大きいため自動機での加工は不可
- コイリングで巻き上げ後、熱処理後の歪みも考慮した上で試行錯誤を重ね、±0.2の厳しい公差の要望を実現
-

規格外のネジに合わせて加工した引張バネ
- 引張ばね
- その他特殊ばね・線材
- ピアノ線
- "丁度良い感じ"をわずか3回の試作で実現
-

変形側面フックをもつトーションバネ
- トーションばね
- ピアノ線
- 非常にピッチ間隔が細かい
- フック部は、歪み取りと先端カットを同時に行い、曲げるだけで形状を合わせるという加工で正円を実現
-
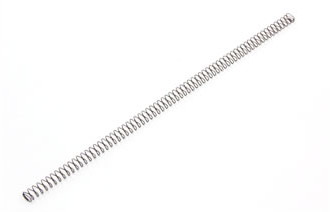
薄くて強い荷重を発揮する自動車部品用の引っ張りばね
- 引張ばね
- ピアノ線
- 限られたスペースで要求された荷重を満たすため、平らなバネを提案
- 線材をねじれさせず真っ直ぐに保つのが困難
-

難加工を自動機で加工したバイク部品用線材
- 線材曲げ加工品
- ピアノ線
- D/d≒45のRがあるものの、設備の工夫によって自動機での加工を実現
-

大・小異なる径を自動コイリング機で一発成型したコイル
- 線材曲げ加工品
- リング
- ピアノ線
- 通常2段階の加工が必要なところを、一発成形
- 設計まで踏み込んだヒアリングにより加工方法の提案が可能
-
錠剤のシューターに使用される特殊形状バネ
- 圧縮ばね
- ピアノ線
- コイルが特殊形状のため、一巻ずつ調整するのに相当な時間がかかる
- 熱処理前後の線材の変化も考慮した上で加工
-
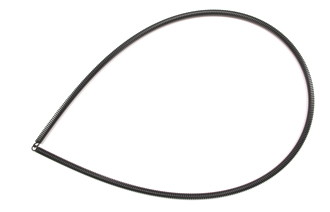
自由長さ1100mm、巻き数420のリング状バネ
- その他特殊ばね・線材
- ピアノ線
- 自由長1.1m、巻き数420もの長いバネをピッチと外径がばらつかないようにコントロール
- 専用の試験具を製作
-

一見、普通の両絞りバネに見えるがそうではない、難加工のバネ
- 引張ばね
- ピアノ線
- コイル部分とフック部分で異なる線径を用いることで高い耐久性を実現
- 専用治具を用いて職人による手作業にて加工
-

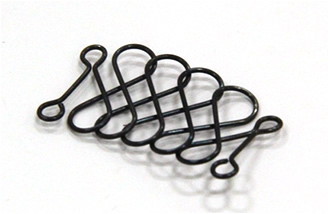
耐久性と作業性を高めた特注スナップピン(Rピン)
- 線材曲げ加工品
- ピアノ線
- 設計から製作まで一貫対応
- 高い耐久性を実現するために持ち手をリング状に
- 作業性を考慮して先端部分を左右で重なるように加工