
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
機械器具 難加工・ばね製作事例一覧
-

フォーミングの設計上「隙間寸法」を設ける際に考えたいこと
- その他特殊ばね・線材
- ステンレス鋼線
- 隙間寸法の指定の仕方で、管理コストが跳ね上がる
-

自動機よりも“手巻き”のメリットを優先したねじりコイルばね
- トーションばね
- ピアノ線
- 形状やロット数等の条件によっては手巻きが視野に入ることもあります
-
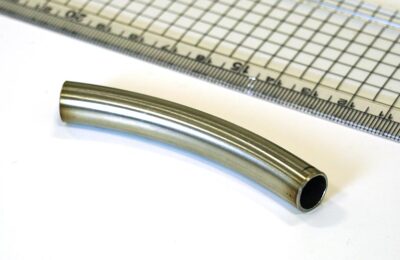
金型を使用せずに曲げたステンレスパイプ
- その他特殊ばね・線材
- ステンレス鋼線
- 専用治具で全数検査を実施
- ただし多少の歪みが生じるためそこを許容できるかどうか
-

コイルの終端直線部の立ち上げ箇所をコイル外径に収めたバネ
- 線材曲げ加工品
- オイルテンパー線
- 専用治具で全数検査を実施
-

フックの1つがコイル内径の位置でUの字型に曲がった引っ張りバネ
- 線材曲げ加工品
- ピアノ線
- Uの字型フックの加工に苦労しました
-
1つのRの上に4つのRをもつ線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 曲げの精度の管理に苦労しました
- 玩具(モデルガン)部品
-

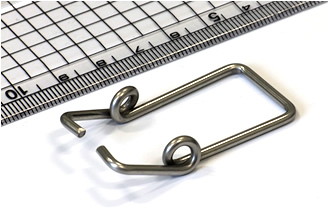
ネジのゆるみ止め(スナップリング)の加工バリエーション
- 線材曲げ加工品
- 硬鋼線
- ステンレス鋼線
- 線材の形状によってメリット/デメリットがあります。
-

設計の工夫でコストダウンと安定感を実現したダブルトーションバネ
- ダブルトーションばね
- ステンレス鋼線
- 中央のR部分の形状
- 取付環境を意識した形状
-
設計を工夫してコストダウンに成功したダブルトーションバネ
- ダブルトーションばね
- ステンレス鋼線
- 用途・目的に対して機能面を最適化
- 同時にコストも下げる設計
-
精密アナログ機器に利用される初張力ゼロの引っ張りバネ
- 引張ばね
- ステンレス鋼線
- ばねばかりのバネのような精密さ
- シビアな品質管理を必要とする
-

トムソン型(ビク型)に使われる圧縮バネ
- 圧縮ばね
- ピアノ線
- 高荷重に耐えうる耐久性の高いバネの製作
- 取り付け位置の管理
-

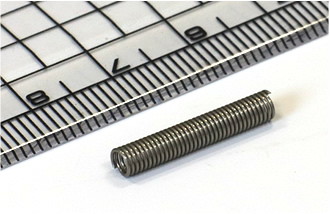
工程削減でコストを抑えた電池ばね
- 圧縮ばね
- ステンレス鋼線
- 不要な工程を削減
- 異なるピッチの管理
-

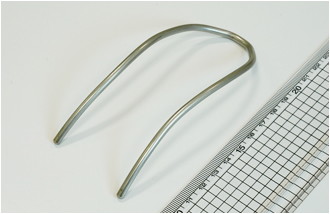
加工方法を工夫し、想定加工コストよりも安価な成形に成功した太径のバネ
- 線材曲げ加工品
- その他特殊ばね・線材
- ピアノ線
- 回転式のベンダー加工で対応
-

後工程を考えて工程・コストを削減したステンレスのリング(特殊車両部品)
- 線材曲げ加工品
- リング
- ステンレス鋼線
- 後工程を考慮してコスト削減
- 傷つかないよう治具を工夫
-

Rが大きく、先端がRに密着している線材曲げ加工品(作業工具部品)
- 線材曲げ加工品
- ピアノ線
- 大きいRの管理が困難
- 先端カットと歪をとる加工を同時に行うことでコスト削減
-

要望に合わせてフック部の形状を提案した引張バネ
- 引張ばね
- ピアノ線
- フック部の形状を要望に合わせて提案
-

D/dが大きく両端の形状が特殊なトーションバネ
- トーションばね
- ステンレス鋼線
- 両端のRの形状が特殊なため手加工が必須
- 直線材では内部応力が作用するためコイル材での加工
- 両端は材料を長めに公差させて歪みをとる作業が必要
-

ジグザグ状の線材でR曲面をつくった逸品
- その他特殊ばね・線材
- アルミ
- R曲面をつくる必要があるため、自動機ではなく、曲げ加工とプレス加工で製作
- 型の調整により一発で成型し、公差をクリア
-

一見、普通の両絞りバネに見えるがそうではない、難加工のバネ
- 引張ばね
- ピアノ線
- コイル部分とフック部分で異なる線径を用いることで高い耐久性を実現
- 専用治具を用いて職人による手作業にて加工
-

耐久性と作業性を高めた特注スナップピン(Rピン)
- 線材曲げ加工品
- ピアノ線
- 設計から製作まで一貫対応
- 高い耐久性を実現するために持ち手をリング状に
- 作業性を考慮して先端部分を左右で重なるように加工
-

曲げ加工とプレス加工による線材加工品
- 線材曲げ加工品
- 鉄
- プレス加工に用いる汎用金型を改良したことにより、新規金型製作にかかるコストの大幅削減に成功