
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
圧縮ばね 難加工・ばね製作事例一覧
-

要求応力を発揮するためにセッチングを行った圧縮バネ
- 圧縮ばね
- チタン
- セッチング前後で自由高さが変化するのでそれを見越して設計
-

純チタン2種(HR材)を採用した水処理装置用の圧縮ばね
- 圧縮ばね
- チタン
- 横弾性係数は一定に収まらないことが分かりました
-

リングの終端を重ねて線材加工品同士が絡まらないよう設計したUフック
- 圧縮ばね
- 硬鋼線
- 何気ない工夫で作業性を向上することが出来ました
-

純チタン2種(HR材)の横弾性係数を算出しました
- 圧縮ばね
- チタン
- バネ用チタン合金(DAT51)との比較検討がしやすくなりました
-

Rの異なる楕円形の圧縮ばね(自動車部品)
- 圧縮ばね
- ピアノ線
- R部分の形状が異なるため、2回に分けて加工
- 加工前に熱処理を行い荷重除去
-
ピッチ角がシビアな四角形圧縮バネ
- 圧縮ばね
- 硬鋼線
- 僅かな誤差が堆積して大きな差となる
- ばらつきを抑えるために熱処理を2回施す
-

研磨と直角度の検査に専用治具を用いた圧縮バネ
- 圧縮ばね
- ピアノ線
- コイルの方端のみ研磨している
- そのため、直角度の検査に工夫が必要
-

トムソン型(ビク型)に使われる圧縮バネ
- 圧縮ばね
- ピアノ線
- 高荷重に耐えうる耐久性の高いバネの製作
- 取り付け位置の管理
-

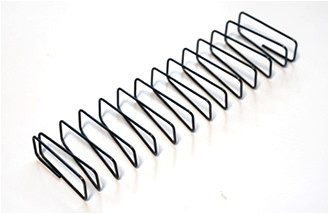
楕円形のジグザグ圧縮バネ
- 圧縮ばね
- 硬鋼線
- 機械の型をカスタマイズして加⼯
- 寸法と⾓度の管理が重要
-

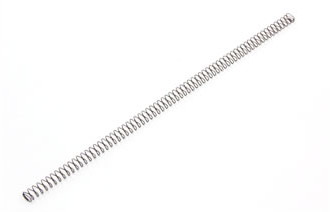
できるかどうかまずはやってみる。D/dが非常に大きく公差が厳しい圧縮バネ
- 圧縮ばね
- ピアノ線
- D/dが非常に大きく公差が厳しい
-

噴霧器(塗装業・農業)用の円錐ばね
- 圧縮ばね
- ステンレス鋼線
- 量産時の工程を考慮して設計提案
-

二重らせんの圧縮バネ(試作)
- 圧縮ばね
- ピアノ線
- 加工方法を工夫して二重らせんを実現
-

自動車部品用の特殊形状圧縮ばね
- 圧縮ばね
- ピアノ線
- 正円の圧縮バネの情報を利用して設計
- 加工前に熱処理を行い荷重除去
-

工程削減でコストを抑えた電池ばね
- 圧縮ばね
- ステンレス鋼線
- 不要な工程を削減
- 異なるピッチの管理
-

有効巻き数0.5、かつD/dが大きい特殊コイル
- 圧縮ばね
- 硬鋼線
- 有効巻き数が非常に小さいため高さの調節が難しい
- D/dが大きいため外径の調節が難しい
-

チタンにより軽量化に成功した圧縮バネ
- 圧縮ばね
- チタン
- チタンにより軽量化が可能
- 両面は外径の7/8研磨(通常は3/4)
-

純チタン(硬引き線)を用いた四角いバネ
- 圧縮ばね
- その他特殊ばね・線材
- チタン
- 小ロットで調達可能な純チタンを提案
- 多くの工程を必要としても総合的にコストを抑えて実現
-

特殊な材質を用いたバルブ用圧縮バネ
- 圧縮ばね
- ステンレス鋼線
- 特殊素材を提案
- それに伴って400℃以上の熱処理が必要だが、500℃まで対応可能な小型電気炉で対応可能
-

純チタン(硬引き線)のコイル
- 圧縮ばね
- チタン
- 小ロットで調達可能な純チタンを提案
- 新たに横弾性係数を割り出す工程を含んでもコストを抑えた提案が可能
-

D/d≒35、有効巻き数1.25の特殊コイル
- 圧縮ばね
- その他特殊ばね・線材
- ステンレス鋼線
- D/dが大きいため、専用の芯金を作成し、職人の手により外径コントロール
- 研磨により自由高さの指定をクリア
- 研磨と熱処理の両方の影響を考慮して加工
- 有効巻き数が小さいため荷重管理が困難
-
錠剤のシューターに使用される特殊形状バネ
- 圧縮ばね
- ピアノ線
- コイルが特殊形状のため、一巻ずつ調整するのに相当な時間がかかる
- 熱処理前後の線材の変化も考慮した上で加工