
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
硬鋼線 難加工・ばね製作事例一覧
-

リングの終端を重ねて線材加工品同士が絡まらないよう設計したUフック
- 圧縮ばね
- 硬鋼線
- 何気ない工夫で作業性を向上することが出来ました
-

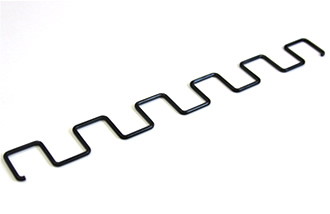
ネジのゆるみ止め(スナップリング)の加工バリエーション
- 線材曲げ加工品
- 硬鋼線
- ステンレス鋼線
- 線材の形状によってメリット/デメリットがあります。
-
ピッチ角がシビアな四角形圧縮バネ
- 圧縮ばね
- 硬鋼線
- 僅かな誤差が堆積して大きな差となる
- ばらつきを抑えるために熱処理を2回施す
-

フックの線径をコイル部分より太くして強度を⾼めた両絞りの引っ張りバネ②
- 引張ばね
- 硬鋼線
- フックとコイルで異なる線材を利⽤
- フックの線径を太くして破損を防ぐ
-

半自動機で0.2mmの隙間をあけて製作したトーションばね
- トーションばね
- 硬鋼線
- トーションバネのピッチを調整
- スプリングバックを考慮した端の加工
-

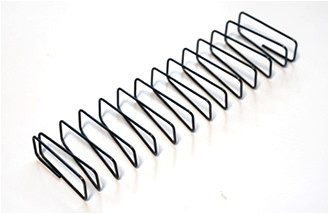
楕円形のジグザグ圧縮バネ
- 圧縮ばね
- 硬鋼線
- 機械の型をカスタマイズして加⼯
- 寸法と⾓度の管理が重要
-

⾃社オリジナルの機械で製作したダブルトーションバネ
- ダブルトーションばね
- 硬鋼線
- ⾃社製作の機械をカスタマイズして対応
-

量産を考慮して加工方法を提案した照明器具の線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 自動機だけで量産できるよう加工方法を提案
-

両端にねじ切り加工が施されたドリンクホルダー用部品
- 線材曲げ加工品
- 硬鋼線
- あらかじめ両端にねじ切り加工が施された線材を使用
- 後工程での調節が不可能なため正確な位置での曲げが要求された逸品
-

左右対称になるよう工夫して曲げた線材加工品
- 線材曲げ加工品
- 硬鋼線
- 曲げた際の先端の位置が合うように緻密に調整
- 先端の隙間の広さによって工数が異なる
-

上下の線材同士が2点で密着したダルマピン
- 線材曲げ加工品
- 硬鋼線
- 密着部分があるため自動機では加工不可
-

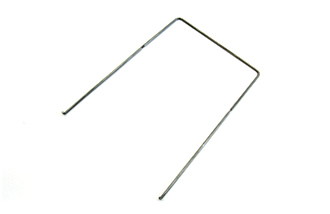
対称となるすべての直線部が平行になるよう加工した線材加工品
- 線材曲げ加工品
- 硬鋼線
- 展開長が長いため手加工が必要
-
長い展開長かつ、プレス加工による曲げ・潰しを行った線材加工品
- 線材曲げ加工品
- 硬鋼線
- 展開長が長いため自動機不可
- 一部プレス加工により曲げ・潰しを行った
-

D/dが小さすぎる密着バネ
- その他特殊ばね・線材
- 硬鋼線
- D/d=2という厳しい条件下での製作
-
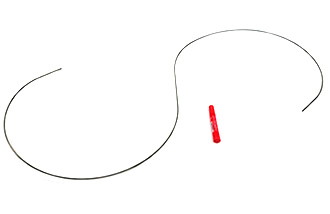
D/d≒150のS字の大きな線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 本来直線矯正で用いるベアリングで曲げ加工を実施
-

左右でコイル径の大きさと巻き方向が異なるトーションバネ
- トーションばね
- 硬鋼線
- 左右で径(トルク)と巻き方向が異なる
-

自動機の設定を工夫して効率的に量産した金メッキ処理の照明部品
- 線材曲げ加工品
- リング
- 硬鋼線
- スプリングバックを考慮して自動機の設定をあらかじめ調整
-

治具の工夫で加工工程を1/5に削減した線材曲げ加工品(家具部品)
- 線材曲げ加工品
- リング
- 硬鋼線
- 自社オリジナルの治具で工程を大幅に削減
- 熱処理を考慮して径を調節
-

最終調整不可の密着した先端2本を同時に正確に曲げた特殊車両部品
- 線材曲げ加工品
- 硬鋼線
- 先に面取り加工をする必要があるので後工程の寸法調整の余地がない
- 自社で製作した治具と職人の絶妙な加減で正確な曲げを実現
-
平面度の公差が厳しい直角22箇所の曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 平面にするために加工前の熱処理で材料のクセを除去
- 低温熱処理時の縮みをあらかじめ考慮して加工
-

ピンセットのような用途に使われる線材加工品
- その他特殊ばね・線材
- 硬鋼線
- 先端の爪部分のナナメカットが左右対称
- 手に納まるちょうど良いサイズと適切な強度を実現する線径の選定