
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
輸送機器 難加工・ばね製作事例一覧
-

設計の工夫により寿命と使いやすさを向上させたRピン
- 線材曲げ加工品
- ピアノ線
- コイルにより寿命アップ
- 取付環境を意識した形状
-

専用ガイドと加工の工夫で工程を自動化する試み
- 引張ばね
- ピアノ線
- 普通にやると一巻ずつツールで突く必要がある
-

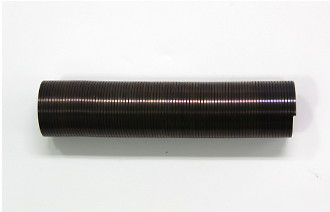
内部に⼩さい径のバネを⼊れてジョイントさせるガータースプリング
- その他特殊ばね・線材
- ステンレス鋼線
- ジョイント部分の設計が特殊で組み⽴てが困難
-

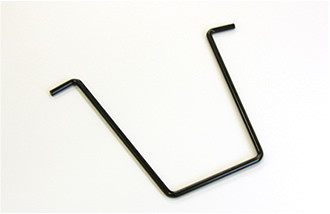
ベンダー曲げが難しい箇所をプレス加工で実現した線材曲げ加工品(トラック部品)
- 線材曲げ加工品
- 鉄
- プレス加工で曲げ加工を実現
-

直線部分が短いためプレス加工で製作した線材曲げ加工品(トラック部品)
- 線材曲げ加工品
- ステンレス鋼線
- プレス加工で製作
-

自動車部品用の特殊形状圧縮ばね
- 圧縮ばね
- ピアノ線
- 正円の圧縮バネの情報を利用して設計
- 加工前に熱処理を行い荷重除去
-

最終調整不可の密着した先端2本を同時に正確に曲げた特殊車両部品
- 線材曲げ加工品
- 硬鋼線
- 先に面取り加工をする必要があるので後工程の寸法調整の余地がない
- 自社で製作した治具と職人の絶妙な加減で正確な曲げを実現
-
平面度の公差が厳しい直角22箇所の曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 平面にするために加工前の熱処理で材料のクセを除去
- 低温熱処理時の縮みをあらかじめ考慮して加工
-

撚線(より線)を用いた引張バネ
- 引張ばね
- 撚線(より線)
- 復元性の高い撚線を芯金ごと熱処理して対応
-

材質を工夫して隙間1mmの曲げを少ない工程で製作した鉄道車両部品
- 線材曲げ加工品
- ステンレス鋼線
- スプリングバックの少ない材質を採用して工程を削減
- 材質が傷つかないよう治具を工夫
-

Rが非常に小さく、密着箇所が2つある線材曲げ加工品(カー用品部品)
- 線材曲げ加工品
- 硬鋼線
- 2箇所の密着難加工部分が存在
- 小さすぎるRの曲げを実現
-
装着部に丁度良い強度と寸法管理を実現
- その他特殊ばね・線材
- ピアノ線
- 装着部にぴったりとはまるように強度や寸法を調整
-

純チタン(硬引き線)を用いた四角いバネ
- 圧縮ばね
- その他特殊ばね・線材
- チタン
- 小ロットで調達可能な純チタンを提案
- 多くの工程を必要としても総合的にコストを抑えて実現
-
異形線の密着コイルバネ
- その他特殊ばね・線材
- ピアノ線
- 断面が台形の異経線を使用
- 熱処理による材料の収縮も考慮して製作
-

鉄道車両に利用される複雑な形状のバネ
- その他特殊ばね・線材
- ピアノ線
- 真ん中のねじれ箇所があるため、コイルの芯を合わせるのが困難
- 専用の治具を作り量産を可能に
-

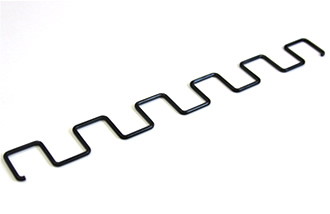
限りなく円形に近い線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 直線部分が長いため自動機での加工が不可
- 両端の曲げ箇所が限りなく円に近い
-
二輪自動車に利用される線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 金型を改良して完璧な左右対称を実現
-

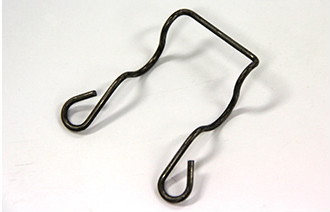
コードフック(クランプ)に使用するRの曲げがきつい線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 複雑形状のため自動機での加工は不可
- 専用の金型を製作
- 熱処理後の径の変化を想定した上で加工
-

コイル外径が大きい、ピッチ巻きのトーションバネ
- トーションばね
- ピアノ線
- 線径に対してコイル外径が大きいため、径の管理が難しい
- 熱処理後の径の変化を考慮して加工
- ピッチの管理とアームの角度の管理を両立
-

コイル外径が大きく、直線部の長さが長いトーションバネ
- トーションばね
- ステンレス鋼線
- 線径に対してコイル外径が非常に大きく、径の管理が難しい
- 熱処理後の径が大きくなる性質を考慮して加工
- 直線材を用いるため自動機での加工は不可
-

オートバイの部品に使用されるコードフックの線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
- 線径に対してフック部の径が小さいため自動機での加工は不可
- 熱処理後の形状を想定してクロス部分を加工