
















線材曲げ加工品(フォーミング加工)
治具・金型99%自社製造で線材の難加工に挑みます。
「ばね性が必要なため、プレス加工メーカーに断られた」「曲げ工程が多く、複雑な線材加工を頼みたい」そんな難加工の線材曲げ加工品(フォーミング加工)の製作、お任せください。岩津発条製作所は治具・金型を99%自社で製造することで、線材の様々なフォーミング加工に対応しています。
-
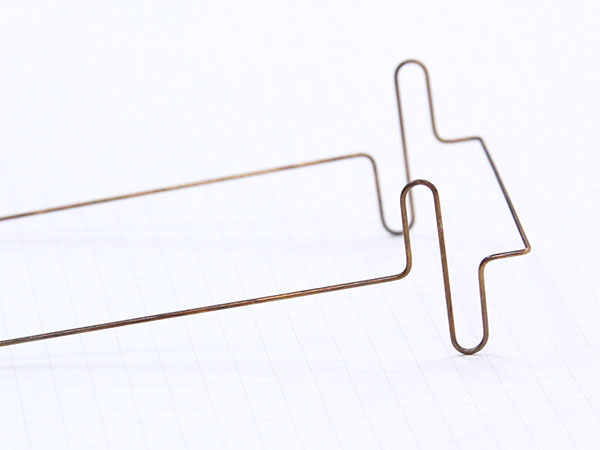
展開長が長い通電部品の線材曲げ加工品
まずは両端をコの字に曲げ、2カ所のS字のような曲げはセンサーで曲げております。
-

チタン製のアルキメデス螺旋状ばね
線材をコーン型の芯金に巻き付けていき、中央部分をプレスで潰す、という方法で加工いたしました。
-
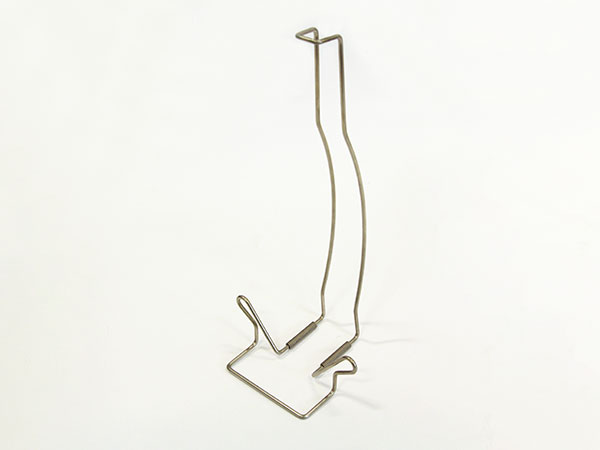
お客様と設計から一緒に作り上げた毛染めスタンド
設計段階からご相談いただき、細部までこだわった理想的な形状を一緒に追求していきました。
-

医療機器向け線材曲げ加工品
専用の治具を作成し、精度を出しながら手加工することで対応いたしました。
-

量産を考慮して加工方法を提案した照明器具の線材曲げ加工品
あえて端の直線部を残すことで自動機だけで量産可能にすることをご提案しました。
-

コイル外径(D/d)が大きく、内径公差が厳しいワイヤーバンド
リング部がD/d≧40の上、内径公差がφ67.5±0.5と、 非常に厳しい条件の内容でした。
-

異なるRが同一のRになるようあらかじめ巻き具合を調節した建築資材
後々スプリングバックで左右のRが揃うように計算して曲げております。
-

両端にねじ切り加工が施されたドリンクホルダー用部品
ドリンクホルダーの絶妙な「フィット感」を実現するよう内側の公差もシビアに管理しました。
-

耐久性と作業性を高めた特注スナップピン(Rピン)
一般品に比べて耐久性と作業性を向上させる仕様で独自に設計・製作いたしました。
-
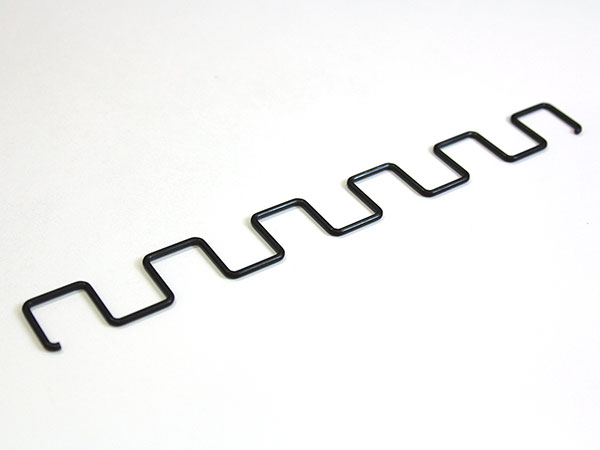
平面度の公差が厳しい直角22箇所の曲げ加工品
ひとつの工程が狂うと全体の寸法が変わってしまううえ、平面に加工しなければならない点が非常に難加工ポイントでした。
-

面取りが施されたSフック
整備工場で工具を掛けるためのSフックです。安全性を考慮し、面取りが施されています。
-

最終調整不可の密着した先端2本を同時に正確に曲げた特殊車両部品
先端2本を限りなく密着させて同時に曲げた線材曲げ加工品(特殊車両のベルト掛け)です。
-

照明器具用の線材加工品
真直線(引っ張り強さは弱いが加工しやすい線材)を使用し、見た目の美しさを追求いたしました。
-

リン青銅線を使用した線材曲げ加工品
ひずみをとる作業が発生するため、手加工による職人の技術が必要となります。
-
展開長も、直線部も長い線材曲げ加工品
コイル材を使用せず、直線材をカットして使用することで、綺麗な直線を出しました。
-

線材を平面な菱形につぶす加工を施した線材曲げ加工品
つぶした面を菱形に出来るような専用の治具を作成しプレスしました。
-

パネルや鏡等を取り付けるキャッチスプリング
「長さ」に対する公差要求の高いバネでした。(公差±0.1)
-

治具の工夫で加工工程を1/5に削減した線材曲げ加工品(家具部品)
製作に5工程かかるところを、治具を工夫して1工程まで削減することに成功した線材曲げ加工品です。
-

旋盤で加工した線材曲げ加工品
旋盤を使い、職人が手作業でねじって製作しました。
-

左右対称になるよう工夫して曲げた線材加工品
SWC(SWRH)の4.2mmという比較的珍しい線径を使って、左右対称になるように工夫して曲げて製作しました。
-

直線材の調達方法でコスト削減を提案した逸品
お客様の製造計画を共有していただいたことによって、コストを細かく計算して提案しました。
ばね屋に相談!線材曲げ加工の、これできる?
「設備がなく思うように加工ができない」「複雑な形状でコストがかかりすぎる」…
様々な声が寄せられますが、その中でも特にご相談の多い線材曲げ加工(フォーミング加工)のお問い合わせ内容をご紹介いたします。
厳しい公差を厳守してほしいが、コストは抑えたい
岩津発条製作所なら…
厳守する公差とそうでないところを明確にすれば、現実的なコストで加工が出来る場合があります!
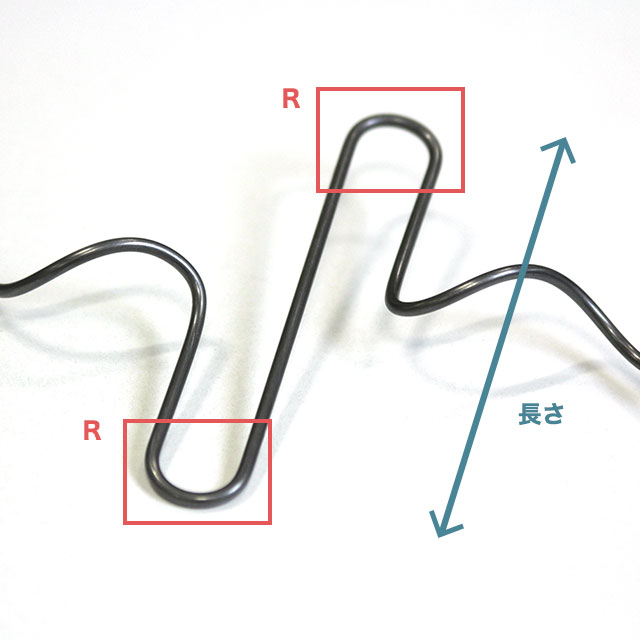
出来る限りコストを抑えたうえで公差を厳守してほしい。
一口に公差と言っても、図の赤色(R部分)と青色(長さ)の2つの調整箇所があります。この2箇所のどちらの公差を機能的に優先するかで加工時の手間のかかり方も変わってきます。お客様に確認したところ、R部分の公差を優先して欲しいとのことでしたので、それに従って加工方法を検討させていただきました。
外観を重視したい
岩津発条製作所なら…
そもそも加工時に傷をつけない工夫や形状により、研磨などのコストを下げることも可能です!

外観の傷がつかないようにしたい。
外観の傷を後から目立たなくする手段としては、曲げた後に電解研磨をする方法もありますが、その場合コストがかかってくるため、加工の仕方を絶妙に調整してできるだけ少ない傷で成形いたしました。
大きい輪の形状にしたい(D/dが非常に大きい)
岩津発条製作所なら…
自動機では作れません。
が、職人の手でスプリングバッグによる径のばらつきを抑え、公差内に収めます!
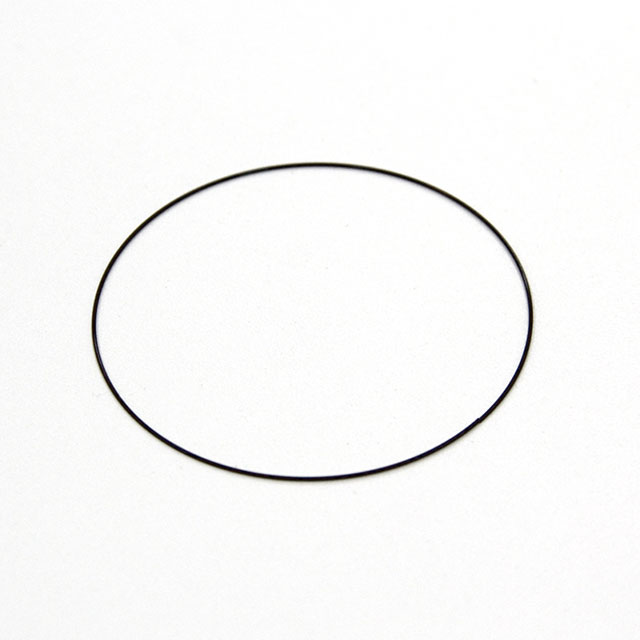
大きな輪のスナップリングを作成してほしい。
一見シンプルで簡単な加工に思えますが、D/d≒100かつコイル平均径の公差±0.2の難加工です。D/dが大きすぎるため当然自動機は不可。手巻きでは、スプリングバッグによる径のばらつきを抑え公差内に収めることが至難の業となるため、熟練の職人の技術をもってしても、調節が非常に難しくコストが高くなることがネックでしたが、管理方法と熱処理の工夫によりご要望にお応えすることができました。
線材の両端を密着させたい
岩津発条製作所なら…
自動機では実現不可能。
しかし熱処理による伸び縮みや歪みを考慮し、専用治具で対応します!

8の字のような形状で、両端を密着させてほしい。
線材が交差する部分が存在しますので、Rを曲げるだけでなく“ひねり”を加えなければ最後両端は密着しません。曲げるだけでも大変なところ、さらに「密着」というのがなかなかの曲者で、熱処理後の膨張も考える必要があります。寸分の狂いも許されない、まさに職人の腕を試された加工でした。
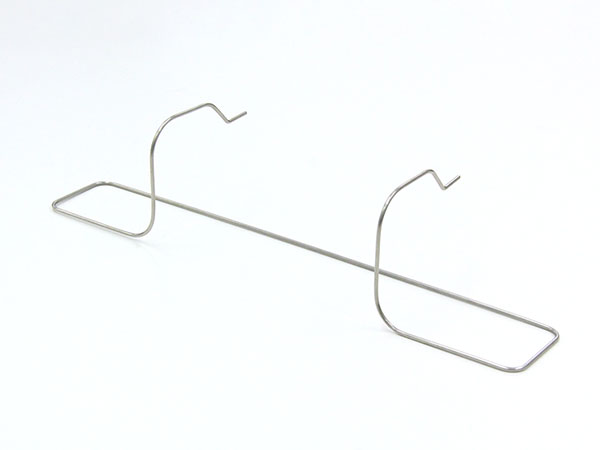
2つの線材を同じRに曲げてほしい
岩津発条製作所なら…
それぞればらつきが出ないように1本ずつではなく、線材を2本まとめて平行に曲げて対応することもあります!

パイプ受けに利用するので、2つの線材を全く同じRにしてほしい。
ばらつきが出るとパイプが片方の線でしか支えられなくなるため、確実に同じように曲げる必要がありました。ばらつきが出ないようにU字型に曲げた線材を芯金に沿わせてまとめて平行に曲げることで、精度問題を解消いたしました。
私たちが得意とする線材曲げ加工

通常の機械では困難なフォーミング加工も、熟練技術者が自社製の加工機械を駆使、または手加工により実現いたします。また、コストダウンや品質向上のための設計のご提案もさせていただきます。
- 線径φ0.2~13.0(設計次第でφ0.2以下、φ13.0以上もお引き受け可能です。ご相談下さい。)
- 曲げ工程数が多い
- 展開長が長い
- 曲げRが大きい/小さい
- 少量多品種

安心してばね製作をお任せいただける品質管理体制

ばねの品質は材料・設計・製造工程が重要です。信頼のおけるメーカーの材料だけを仕入れ、QC工程表に基づき品質管理を徹底。安心してばね製作をお任せいただけるように取り組んでいます。
また、ミルシートの提出や環境対応素材の使用などのご要望にもお応えできますので、お気軽にご相談ください。

線材曲げ加工品(フォーミング加工)の設計相談や試作から承ります
特殊・精密な線材曲げ加工品(フォーミング加工)の製作や難加工は、私達にお任せ下さい。治具・金型内製率99%だからできる、フレキシブルな対応で、皆様の「ほしい線材加工品」を1個から製作いたします。また、最適な製品ができるよう設計など技術面のアドバイスや、製作後のアフターフォローも行っています。