
















ばね製作事例集
「ばね製作記 逸品」
「ばね製作記 逸品」
一般産業機械 難加工・ばね製作事例一覧
-

終端部を密着に加工しながら、ある程度の平面度を出した線材加工品
- その他特殊ばね・線材
- ステンレス鋼線
- 密着の加工により生じた歪みを分散させることがポイント
-

内Rが線径に対して小さすぎる線材加工品
- 線材曲げ加工品
- 鉄
- 自動機では成形不可のためベンダー曲げにて対応
- 鉄道車両部品
-

【試行錯誤の裏側紹介】片方が直線状の変則的な円錐状バネ
- その他特殊ばね・線材
- ピアノ線
- 特殊形状をどのように実現するか試行錯誤
-
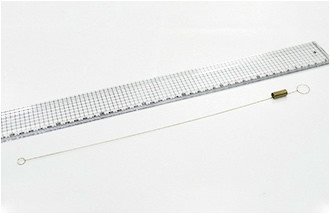
片端のフックの直線部分が非常に長い引っ張りバネ
- 引張ばね
- ステンレス鋼線
- SUS-304WPAの伸直線を使用して加工コストを下げる
-
フック同士を引っかけてジョイントさせるガータースプリング
- その他特殊ばね・線材
- ステンレス鋼線
- ジョイント部分のD/dが限界値を超えた場合の設計事例
-
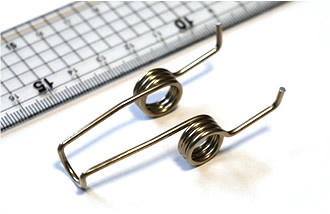
手術台ユニットのバネが壊れたとのことで、修理した事例
- ダブルトーションばね
- ステンレス鋼線
- 折れたアームの角度を予想
- 1回の試作で求めるトルクを再現
-

ワイヤーフォーミングによって成形したマシンキー
- 線材曲げ加工品
- ステンレス鋼線
- 切削やプレスではなくワイヤーフォーミングにより成形
-

Rが大きく直線の平面な位置合わせが困難な線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 平面な位置合わせが非常に困難
-
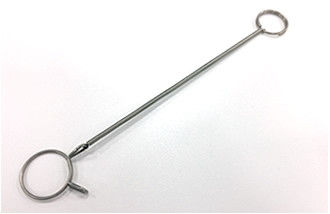
3種類のばねを作成し、組み立てまで行った噴霧器部品
- 引張ばね
- トーションばね
- 線材曲げ加工品
- ステンレス鋼線
- トーションバネ、引張バネ、リングを組み合わせたバネ
- 組み立て易さを熟知しているため素早い加工が可能
-

チタンにより軽量化に成功した圧縮バネ
- 圧縮ばね
- チタン
- チタンにより軽量化が可能
- 両面は外径の7/8研磨(通常は3/4)
-

特殊な材質を用いたバルブ用圧縮バネ
- 圧縮ばね
- ステンレス鋼線
- 特殊素材を提案
- それに伴って400℃以上の熱処理が必要だが、500℃まで対応可能な小型電気炉で対応可能
-

フック部分を半円(半丸フック)にした引張バネ
- 引張ばね
- ステンレス鋼線
- フック部分を半円にすることで、お客様の希望の荷重と指定の短さを実現
-

フックにコイル線径の2倍の線材を使用した両絞りの引張バネ
- 引張ばね
- 硬鋼線
- 高い耐久性を実現するため、フック部分の線径を太くすることを提案
-

変形側面フックをもつトーションバネ
- トーションばね
- ピアノ線
- 非常にピッチ間隔が細かい
- フック部は、歪み取りと先端カットを同時に行い、曲げるだけで形状を合わせるという加工で正円を実現
-

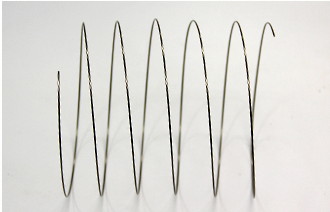
D/d≒35、有効巻き数1.25の特殊コイル
- 圧縮ばね
- その他特殊ばね・線材
- ステンレス鋼線
- D/dが大きいため、専用の芯金を作成し、職人の手により外径コントロール
- 研磨により自由高さの指定をクリア
- 研磨と熱処理の両方の影響を考慮して加工
- 有効巻き数が小さいため荷重管理が困難
-

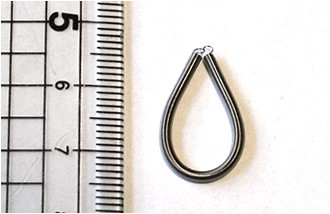
線径0.18の細すぎるガータースプリング
- リング
- その他特殊ばね・線材
- ステンレス鋼線
- 線径が小さすぎるため自動機での加工はばらつきが大きくなり不可
- 専用の装置を製作することで、手加工でも品質高く加工できる仕組みを実現
-

金型不使用のUターンパイプ曲げ加工
- その他特殊ばね・線材
- ステンレス鋼線
- 金型を作らず、治具による曲げ加工
- 試作コストの大幅削減に成功
-

トーション部分をもつハンガー形状線材加工品
- トーションばね
- 線材曲げ加工品
- 硬鋼線
- 大きいため自動機での加工は不可
- 専用治具を作成して加工
- 固定するモノが傷つかないよう面取り加工
-
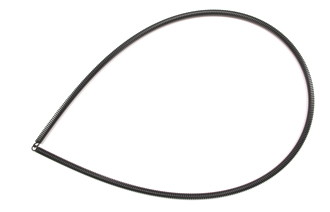
自由長さ1100mm、巻き数420のリング状バネ
- その他特殊ばね・線材
- ピアノ線
- 自由長1.1m、巻き数420もの長いバネをピッチと外径がばらつかないようにコントロール
- 専用の試験具を製作
-

照明器具用の線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 2つの曲げ部分が重なっているため治具の調整が難しい
- 熱処理後の膨張を加味した上で加工
-
シリンダ保護カバー用のD/dが大きい圧縮コイルバネ
- 圧縮ばね
- ステンレス鋼線
- D/dが非常に大きいため、大きくなるスプリングバックを考慮して加工
- 熱処理後のばらつきが大きく管理が困難