
















ばね製作事例集
「ばね製作記 逸品」
ばね製作事例集
「ばね製作記 逸品」
東大阪から発信する、特殊ばね製作や、フォーミング加工の日々…。
岩津発条の自慢は、創業から培ってきた職人技です。機械による自動化が進んでも、弊社は“製造業”を営む者として、“技術”にこだわってきました。 そんな自慢の技術を、是非とも皆さまにご覧いただきたいと思います。
難加工ばね製作事例一覧
-

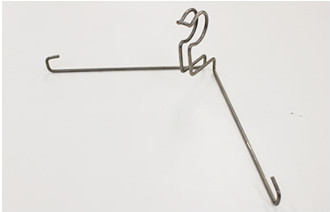
鉄道車両に使用されるSUS304-W2の線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 材料が短いため巻きつけ作業が困難
- 要望のピッチ間隔にするため材料の巻き方を工夫
-

異形線の線材加工品
- 線材曲げ加工品
- 鉄
- 材料の破断を防ぎ、かつ価格を抑えるため一つ一つ曲げて製作
- 異形線を使用
- ピッチ間隔が均一
-

コイル外径が非常に小さい圧縮バネ
- 圧縮ばね
- ピアノ線
- 短納期のため手加工で実現
- コイル外径が非常に小さい
- 専用の芯金で製作
-

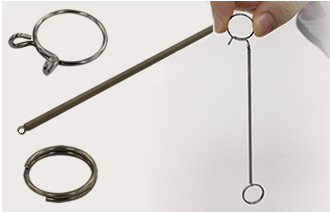
オイルシールに使用されるバネ
- リング
- その他特殊ばね・線材
- ステンレス鋼線
- バネの先端をハンダ付した際に正円にすることを想定し、楕円の形をななめに巻きつけ
- 専用のワイヤーガイドで楕円に
-

ワンタッチロックの線材加工品
- 線材曲げ加工品
- ピアノ線
- 緻密な計算により穴の位置を算出
- 破損を防ぐため力を逃がす工夫
-

片面が面取りされた線材加工品
- 線材曲げ加工品
- ステンレス鋼線
- 片面を面取りしているため自動機は不可
- 材質を工夫することで1回の工程で加工
-

人形劇用ぬいぐるみに仕込む圧縮ばね
- 圧縮ばね
- 硬鋼線
- 商品のフォルムに合わせて調整
- 加工前にあらかじめ大きさを想定することが必要
-

直角度の公差が±1度の圧縮バネ
- 圧縮ばね
- ピアノ線
- 直角度の公差が±1度、寸法の公差±0.48の緻密さが要求された逸品
- 職人技による均一なピッチ間隔
-
角度の公差が±0.5度と非常に厳しい線材加工品
- その他特殊ばね・線材
- ステンレス鋼線
- 角度の公差が非常に厳しい
- 各曲げ箇所に金型を用意し加工
-

一般産業機械で使用されるケース付きゼンマイバネ
- その他特殊ばね・線材
- 廃盤部品の製作
- ケースに収まるよう予め形状を想定し、絶妙な力加減での加工が必要
-

2本同時に巻きつけたトーションばね(蓄音機のブレーキばね)
- トーションばね
- ピアノ線
- 精度の高い2本同時巻
- 専用の芯金を用意
-

リベットの加工を施したゼンマイバネ
- その他特殊ばね・線材
- リベットの取り付けも可能
- 職人の手で径のズレをコントロール
-

亜鉛メッキの表面処理を施した線材加工品
- その他特殊ばね・線材
- めっき線
- 2本同時加工
- 2本それぞれの輪っかの径のズレを微妙な力加減で調節
- 鉄線への巻きつけは、輪っか部分を固定して、職人の手で正確に加工
-

線径が非常に小さい、楕円形の線材加工品
- リング
- その他特殊ばね・線材
- ステンレス鋼線
- 線径がφ0.2と非常に小さいため自動機での加工が不可
- Rが3点ある楕円形
- ひずみを生じさせないよう工夫して加工
-

コイル外径(D/d)が大きい、異形線の線材加工品
- リング
- その他特殊ばね・線材
- ピアノ線
- 新しく専用機を設置し、自動機での加工が可能に
-

Rが非常に大きく、シームレスパイプの曲げ加工品
- その他特殊ばね・線材
- ステンレス鋼線
- 通常対応していないパイプ曲げ加工の実現
- パイプ加工の企業に依頼するより費用を抑えて提案
-

チタン合金を使用した線材曲げ加工品
- その他特殊ばね・線材
- チタン
- 線径が非常に小さいため自動機での加工が不可
- 製品に傷を作らず加工
- 先端部の小さいRを専用の芯金を用意し加工
-

ピッチが対数螺旋のうずまきバネ(平面バネ)
- その他特殊ばね・線材
- ステンレス鋼線
- 巻き数、内径から外径にかけての値の指定あり
- 加工後の径の大きさを想定した上で精度の高い製品を実現
-
脱落防止用の緩衝バネ(噴霧器部品)
- 引張ばね
- トーションばね
- その他特殊ばね・線材
- ステンレス鋼線
- フック部の小さい折返しを専用の金型を用意して実現
- 熱処理後に径が大きくなる性質を考慮し加工
-
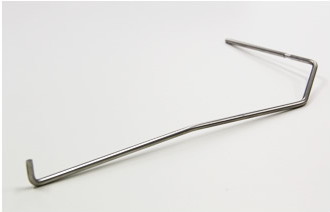
展開長が長い電線保持金具
- その他特殊ばね・線材
- ステンレス鋼線
- 展開長が長いため自動機での加工が不可
- 専用のR曲げの金型を3つ以上使用して製作
- 多くの曲げ工程を事前にイメージする必要あり
-

先端を面取りした、コイル外径(D/d)が大きいトーションバネ
- トーションばね
- 硬鋼線
- 加工前に面取りが必要なため自動機は不可。
- D/d=10.5と非常に大きいため専用治具による曲げ加工が必要
- 先端どうしの位置を揃えるための専用の治具を使用
- 熱処理後に径が小さくなる性質を考慮して加工前後の先端の位置を調節