
















ばね製作事例集
「ばね製作記 逸品」
ばね製作事例集
「ばね製作記 逸品」
東大阪から発信する、特殊ばね製作や、フォーミング加工の日々…。
岩津発条の自慢は、創業から培ってきた職人技です。機械による自動化が進んでも、弊社は“製造業”を営む者として、“技術”にこだわってきました。 そんな自慢の技術を、是非とも皆さまにご覧いただきたいと思います。
難加工ばね製作事例一覧
-
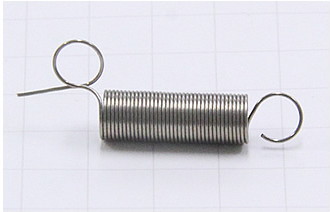
SUS304-WPBを使用した変則の側面丸フックの引張バネ
- 引張ばね
- ステンレス鋼線
- 丸フックに直線部を含むため自動機での加工は不可
- 岩津独自開発の治具で正確かつスピーディーな加工が実現
-

コイル外径が非常に小さいオイルシールの密着バネ
- その他特殊ばね・線材
- ステンレス鋼線
- 先端6巻のコイル外径が非常に小さい
- 厳しい公差管理の実現
- 熱処理後の径をあらかじめ想定した上で加工
-

ホースバンドに使用されるSWP-Aの線材曲げ加工品
- 線材曲げ加工品
- リング
- ピアノ線
- 爪部の直線部が短いため手加工が必要
- あらかじめ直線部を長くとり、曲げた後にカットして実現
-
パイプキャッチャーに使用される線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- ひずみの発生やスプリングバックを考慮すると自動機は不可
- 2箇所にツールを使用し精度の高い加工を実現
-

フック部の内Rが非常に小さいダブルトーションバネ
- ダブルトーションばね
- 硬鋼線
- フック部の内Rが非常に小さい
- 独自の治具を使用して精度を調整
- 加工しやすい材質の提案
-

並列巻きをした異形線
- その他特殊ばね・線材
- ピアノ線
- 異形線を2本同時に並列巻き
- 自社開発の異形線のズレを抑えるための専用のガイドを使用
- 2本同時に巻くことで、1つの製品でトルクを2倍に
-

初張力に公差がある引張バネ
- 引張ばね
- ステンレス鋼線
- 初張力の公差を実現するため、あえて熱処理なしで加工
- 職人による絶妙な巻き加減
-
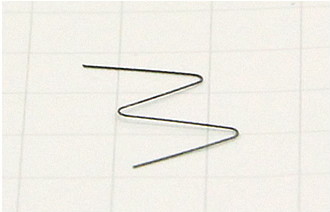
展開長が長い線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
- 展開長が長いため自動機は不可
- 精度の高い金型製作により、両端の同芯がぴったり一致
-

M6ナットをはめるテーパー状密着圧縮バネ
- その他特殊ばね・線材
- ステンレス鋼線
- 密着バネとテーパー状の圧縮バネを一気に巻いて製作
- ナットがぴったりはまるという公差要望をヒアリングを重ねて実現
-

長さ16mの超長巻の密着バネ
- その他特殊ばね・線材
- ステンレス鋼線
- 16mもある長巻バネを、専用の設備を用意して加工
-

SUS304を使用したウェーブワッシャー
- 線材曲げ加工品
- リング
- ステンレス鋼線
- 縦のRと横のRの両方を実現するため、専用の金型を設置して加工
-

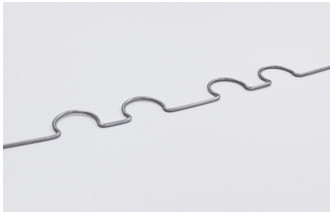
展開長が長いワイヤーバンド
- 線材曲げ加工品
- ステンレス鋼線
- 展開長が長いため自動機での加工が不可
- タッチセンサーを活用した独自の専用機や専用金型を使用して自動化による加工を実現
-

インチ単位のサンプルをミリ単位で実現した斜め丸フックの引張バネ
- 引張ばね
- ステンレス鋼線
- 海外製のインチ単位の製品をミリ単位で実現
-
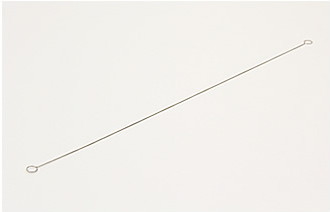
ステンレス鋼線の直線材を加工した線材曲げ加工品
- 線材曲げ加工品
- ステンレス鋼線
- 両端の円部分にひずみがない
- ひずみとりを1工程で行う専用の型を保持
- 線材の在庫が豊富なため試作がしやすい
-

ニッケルメッキ処理を施した線材曲げ加工品
- 線材曲げ加工品
- 硬鋼線
- 展開長が長いため自動機が不可
- R曲げがきついため手加工必須
-

黄銅線を使用した店舗内装のインテリア品
- 圧縮ばね
- 銅
- 柔らかく、また外観を傷つける可能性があるため自動機不可
- 1つ1つ芯金で巻いて製作
- 等しいピッチ間隔
-
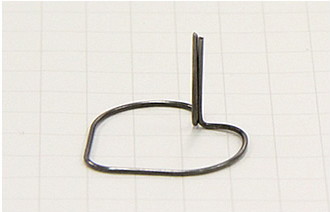
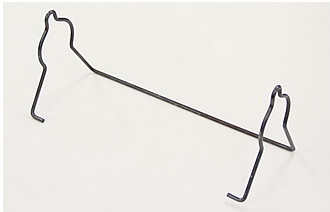
部品保持用の線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
- 立ち上げ部が密着しているため自動機は不可
- 立ち上げ部を加工してから手加工にて製作
-
線径が極小のピアノ線の線材曲げ加工品
- 線材曲げ加工品
- ピアノ線
- 入手の難しい線材でも在庫がある場合あり
- 線径が小さすぎるため自動機は不可
- 線径に合わせた極小の専用金型、ツールを使用
-

ピンを保持する線材曲げ加工品
- その他特殊ばね・線材
- ステンレス鋼線
- 設計の段階から形状を提案
-

直線部をコイル部に密着させたトーションバネ
- トーションばね
- ピアノ線
- 直線部がコイル部に密着
- 自動機では精度を保てないため手加工
-

三価クロメート処理を施したトーションバー
- その他特殊ばね・線材
- 硬鋼線
- 水平からみると十字になるよう、専用の検査治具を用いて対応
- 精度を高めるため曲げる前に材料を圧着