
















材質: SWC(SWRH)
線径: 1.5mm
- 僅かな誤差が堆積して大きな差となる
- ばらつきを抑えるために熱処理を2回施す
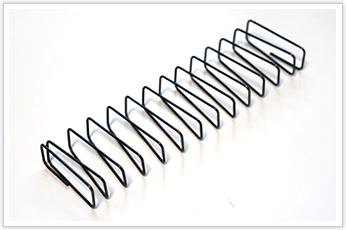
こちらは玩具(エアガン)用の四角形の圧縮ばねです。ピッチ間隔が広く、直線部分もあり、径(四角なので厳密には径ではありませんが)も大きいという、難加工の逸品です。
僅かな誤差が堆積して大きな差となります
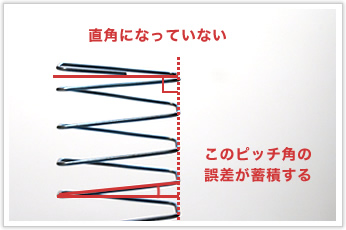
こちらは試作段階の失敗例なのですが、本来であれば端部はクローズドエンドで直角になる仕様なのですが、各ピッチ角に僅かな誤差があったため、要求の自由高さを得ようとすると、直角になりませんでした。
実際測ってみるとピッチ角1つ当たりの誤差は僅かコンマ以下ですが、それが巻き数分重なると目に見えるほどの誤差となってしまうため、加工には細心の注意が必要です。
加工前に熱処理を行い応力除去
普通に成形する場合、【①加工後に熱処理をする方法】となりますが、バネに詳しい方ならお分かりになるかと思いますが間違いなく熱処理後に径がばらつきます。これを調整していくのはとてもコストがかかります。しかし、ここも難加工を得意とする経験を活かし、【②先に材料に熱処理をして荷重を除去してから加工を行い、最後に仕上げの熱処理をする方法】をとりました。
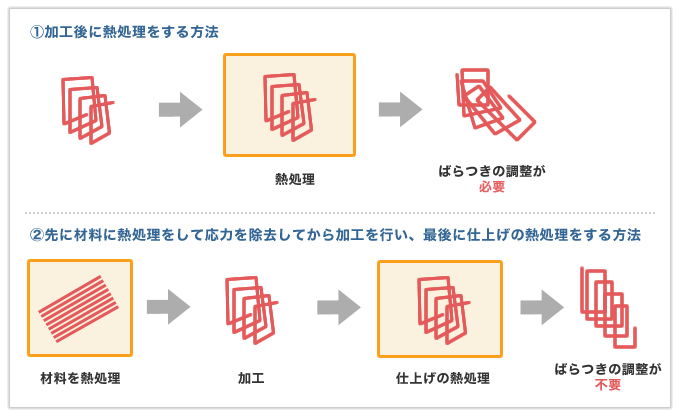
すると、後工程での径のばらつきの調整が少なくなり、管理コストを大幅に抑える加工が可能となりました。もちろん、先に熱処理するためには材料をあらかじめカットしておく必要がありますが、このバネに使用する線材は2m以下であったため、直線材をそのまま熱処理することが出来たことからコスト的に嬉しい条件であったといえます。
岩津発条では、知識と経験を駆使して設計や加工をより確実性の高いものになるようにご提案をさせていただきます。ばねに関するご相談はお気軽に!