
















材質:SWP-B(SWRS)
線径:2.2mm
・正円の圧縮バネの情報を利用して設計
・加工前に熱処理を行い荷重除去

「バネ屋の経験」により試作コスト削減。正円の圧縮バネの荷重計算を応用
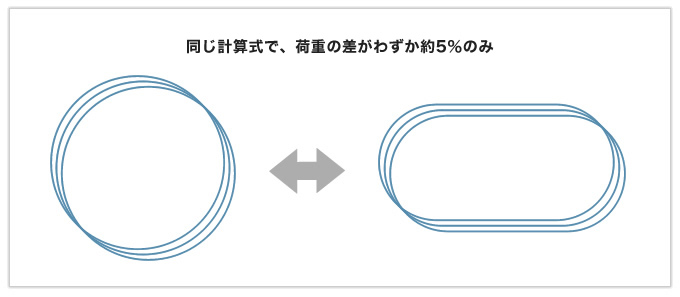
このバネはまず形状が一般的なバネとは異なり、楕円のような(厳密には楕円ではありませんが)形状をしており、かつR部分のD/d≒20という特性上、自動機での成形は非常に厳しい仕様です。
さらに形状が特殊なことから、バネの荷重計算が非常に難しいです。普通に計算するとかなり時間がかかってしまいますが、バネ屋としての経験から、荷重計算上、通常の正円の圧縮バネと割と近い値になるのでは?と思いトライしてみたところ、予想通り、今回の形状と正円の荷重の差はわずか5%の差しかないことが分かりました。(これはバネの線径や外径など、条件が整っていないとそうはならないと思います。)ですので、設計の際、何度も発生する荷重計算の時間(=コスト)を大幅に削減することが出来ます。勿論最終的な計算は正円のものではなく今回の形状に合わせて行いますが、無数にある要素と組み合わせパターンの中から「現実的なアタリ」をつけられるだけでもかなり違ってきます。これにより試作におけるコストを下げることが出来ました。
管理コストの削減にも成功。加工前に熱処理を行い荷重除去
先述の通り、このバネはD/d≒20と比較的大きいため、普通に成形すると管理コスト(=ばらつきの調整)もそれなりにかかってきます。
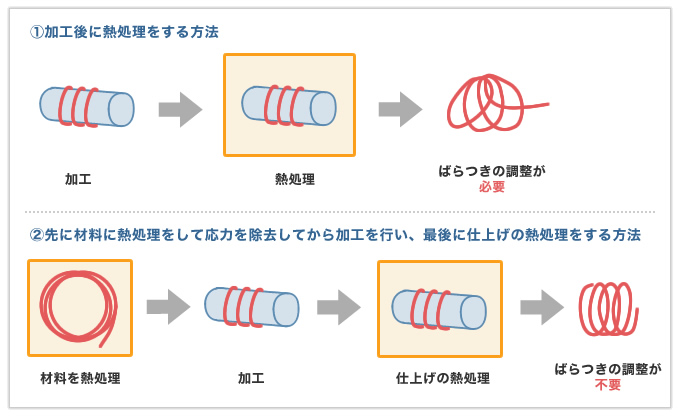
普通に成形する場合、具体的にいうと【①加工後に熱処理をする方法】となりますが、バネに詳しい方ならお分かりになるかと思いますが間違いなく熱処理後に径がばらつきます。これを調整していくのはとてもコストがかかります。しかし、ここも難加工を得意とする経験を活かし、【②先に材料に熱処理をして荷重を除去してから加工を行い、最後に仕上げの熱処理をする方法】をとりました。すると、後工程での径のばらつきの調整が少なくなり、管理コストを大幅に抑える加工が可能となりました。
もちろん、先に熱処理するためには材料をあらかじめカットしておく必要があることから、後工程での寸法調整が困難になりますし、熱処理の工程も増えますが、それよりも径のばらつきを調整する方が困難となるため、②の方法が結果的にコストダウンとなりました。また、仕上げの熱処理後にも微調整が不要になるよう巻くことで、より効率の良い方法を確立していきました。
岩津発条では、難加工バネの設計まで対応しており、またいかに効率よく加工するかも追究し続けています。他社で諦めていた方も良い提案ができる可能性がありますのでぜひご相談ください!