
















材質:SWP-B(SWRS、ピアノ線B種)
線径:3.5mm
- 自動機で製作可能な仕様
- ただし形状やロット数等の条件によっては手巻きのほうがメリットが大きい
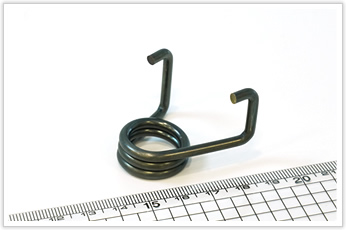
こちらの作業工具(配管工具)用のねじりコイルばねの製作過程から、手巻きのメリットや加工方法の使い分けについて紹介いたします。
自動機よりも手巻きのほうがメリットが大きくなるケースも

自動機が使える仕様ならまず自動機を使うことを検討すべきですが、経験上、手巻きのほうがメリットが大きくなることもあります。
自動機と比較した場合の手巻きのメリットは、
①小ロットへの対応
②1発成形できない場合(後加工が発生する場合)にも対応できる
の2点です。
今回の逸品は、線径・形状などは自動機を使える仕様でしたが、
・要求ロット数が50~100
・先端の曲げの直線部が少ないため、自動機で成形後に両端をカットする後加工が発生する
という条件であり、自動機を使うよりも手巻きのメリットが十分に活かせる内容でした。
自動機を使わない場合は、旋盤巻き(半自動)か、完全手巻きが候補になります
自動機を使わない場合、次に検討するのは「旋盤巻き」です。旋盤巻きとは、芯金に材料を巻きつけてコイリングする旋盤装置を使って巻き上げていく加工方法になります。コイルを巻いていく過程は旋盤の回転によって自動になりますが、材料のセッティングや送り出しは職人の手で行うため、「半自動」という表現を用いています。
この半自動の旋盤巻きで解決することが大半ですが、こちらも「設備」を使うという都合上、旋盤装置が他の加工で占有されている場合など、納期面で融通が利かないケースが出てきます。
もしそれで納期が厳しくなる場合、最後は「完全手巻き」が候補に挙がります。完全手巻きというと、「加工コストが跳ね上がるのでは…」と思われるかもしれませんが、熟練した職人であれば、実は~100個あたりの小ロット帯であれば旋盤巻きとほぼ加工コストは変わりません。さらに言えば、「自動機での成形後に後加工を行う」場合の加工コストとも大差がありません。
今回の逸品ではまさに納期面の考慮が必要になったため、半自動の旋盤巻きではなく、完全手巻きを採用いたしました。
条件や納期に応じてデメリットを解消した代替案を考慮することで、お客様にとって最もメリットのある加工を実現することもばね屋の腕の見せ所です。
岩津発条では、熟練の職人が在籍しておりますので、対応幅を広げたご提案が可能です。設計や難加工に関するご相談はぜひお任せください!