
















材質:SWC(SWRH)
線径:3.5mm
・平面にするために加工前の熱処理で材料のクセを除去
・低温熱処理時の縮みをあらかじめ考慮して加工
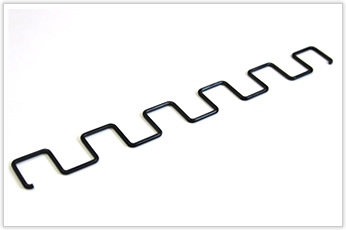
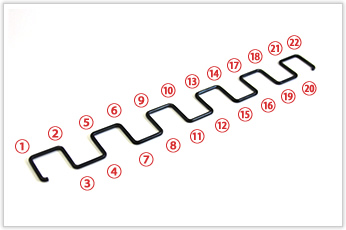
こちらの逸品は直角曲げの箇所が22箇所もある線材曲げ加工品です。ひとつの工程が狂うと全体の寸法が変わってしまう上、これを平面に加工しなければならない点が非常に難加工ポイントでした。
平面にするために加工前の熱処理で材料のクセを除去

こちらの逸品は直線材を用いて製作しました。
直線材は、材料メーカー様により、コイル状の線材を直線機で真っ直ぐに切る「伸線」という工程を経て作られます。その伸線の過程で線材に力が加わるので、どうしてもバネの加工時に線材がねじれるくせが出てきます。
このねじれを解消しながら平面に加工する、というのが非常に難しいため、通常は加工後に残留応力除去のため熱処理を行いますが、今回は加工前に熱処理をして材料のくせをなくすという方法で、材料のくせに左右されずに平面に加工することができました。
低温熱処理時の縮みをあらかじめ考慮して加工
加工前に熱処理を行いましたが、加工後に熱処理が不要かというとそうではありません。加工の際は応力が加わるので、仕上げに低温熱処理をして残留応力を除去しました。
今までの経験上、低温熱処理であれば公差±0.05ほどの誤差しか出ないと考えていましたが、今回の製品は曲げ箇所が22箇所もあり、全長も長いので材料の自体の縮みが重なり公差は±0.6~0.7ほどにまでなってしまうことがわかりました。そのため、あらかじめ低温熱処理時に縮みが出ることを考慮して前工程を工夫するという対応をいたしました。
低温処理時の縮みがこんなにも大きくなるとは私たちも新たな発見でした。試作時に早めにご相談いただければ、こういった予期せぬ加工時の懸念点などもわかり、対策が打てますので、ぜひお早めにご相談ください!