
















材質:SWP-B(SWRS)
線径:2.3mm
D/d≒ 16
・熱処理時の温度と時間を管理して初張力のばらつきをコントロール
・フック部分の余分なひずみとりの工程を省きコストを削減
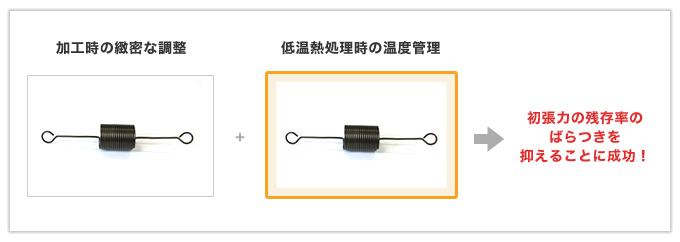
熱処理時の温度と時間を管理して初張力のばらつきをコントロール
こちらの逸品は、通常の熱処理を低温にすることで初張力の残存率を高め、また加工時と熱処理時の絶妙な管理により、ばらつきやすい初張力の残存率をコントロールした点がポイントです。
一般的に、引っ張りバネは製作時に完成形よりも狭いピッチで密着させて巻くことから、初張力(無負荷時においてもコイルをたがいに密着させようとする力)が発生します。また、設計時も初張力を積極的に利用して設計されることがほとんどです。
そこで問題になってくるのが初張力の管理。特に今回使用したピアノ線は熱によって初張力が落ちやすく、「低温焼きなまし(テンパー処理。硬鋼線やピアノ線等ではブルーイングとも呼ぶ。)」という低温の熱処理の中でも特に低い温度で熱処理を行いました。
初張力の残存率は、温度が一定であれば一定となるかというと、そうではありません。加工時の巻き方にも関わってくるので、この残存率の数値を一定にするのは至難の業。岩津発条では職人による緻密な調整によってできるだけばらつきを抑えることに成功しました。
余談ですが、荷重の中で初張力の占める割合が多い設計だと、初張力のばらつきの影響力も大きくなってしまうため、ばらつきの公差を管理するために熱処理後に1点1点検査するという想定外のコストがかかってしまう場合がございますので、そういった点を踏まえた上で設計されることをおすすめいたします。
フック部分の余分なひずみとりの工程を省きコストを削減
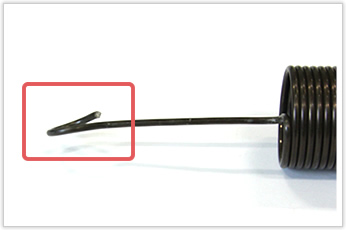
フック部分はお客様と相談の上、特にひずみとりをする必要はない箇所とのことでしたので、ひずみを残したまま納品させていただきました。
余分な工程をカットすることでコスト削減の提案も可能です。
岩津発条では、ばらつきの出やすい加工であっても、長年積み上げてきた経験やデータによってそれを抑える工夫をしてきました。まずはご相談ください!