




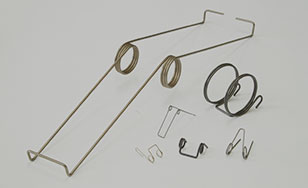







材質:SWM-B
線径:φ3.2
ベンダー曲げ
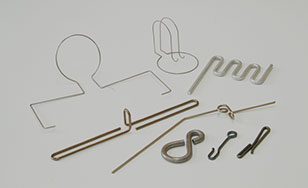
一見してわかる通り、割ピン状の部位の隙間寸法0.4をつくり上げるのが難関です。 自動機加工は、もちろん不可でした。


まず、直線寸法カット材を用意し、頭部の円をつくります。
そのとき、円柱状の芯に巻きつけた材料をオーバーラップさせ、スプリングバックの力を利用して両脚が隙間寸法0.4の位置で真っ直ぐに揃うよう、加工しました。
そのままでは、オーバーラップした分の歪みがあるため、歪みを取り除く必要があります。これで隙間寸法0.4の部位が完成です。
この割ピン状の部位をつくるだけでも3工程を要し、工程数の削減が非常に難しい加工でした。