
















材質:SUS304-WPB
線径:φ0.3
コイル外径(D/d):φ12.4
巻数:15
線径が細く、巻数の多いトーションバネです。
このバネの加工において、一番の難点は、コイル外径(D/d)が大きいことです。(D/d=40.3)

コイル外径(D/d)が大きいと、スプリングバックも非常に大きくなり、それによって下記の困難が生じます。
(1)コイル外径にばらつきが生じる。(径が大きくなろうとする力がはたらく)
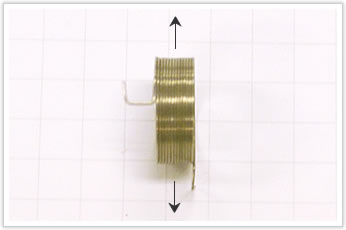
(2)曲げ部位置(角度)にばらつきが生じる。 (外径がばらつくと、曲げ部位置も安定しない)

(3)コイルが密着になりづらい。(広がろうとする力がはたらく)
本来は、トーションフォーミング自動機で加工するようなバネですが、上記により不可能となり、手巻きで製作することになりました。
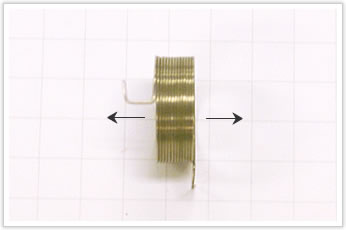
まずは、コイル部を手巻き。一見、機械でくるくるっと巻けそうですが、この線の細さ・径の大きさのバネを機械で微調整するのは非常に困難なのです。材料の線グセを利用し、密着巻になりやすい角度を見つけ、巻きつけました。
先端の曲げ部(フック部)は、曲げツールの設定・設置も困難なため、なんと職人の指先(爪)を使って曲げ加工しています。
これも、職人の感覚次第です。早く・正確に作るには、熟練技が必要です。
立ち上がり部の曲げは、プレス加工で成形しています。