
















材質:SUS304-WPB
線径:1.0mm
内R≒150
- D/dが非常に大きくRの管理が難しい
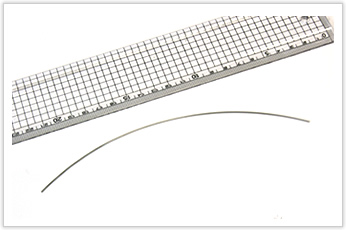
こちらは、ヤジロベエに使われる線材曲げ加工品です。一見シンプルで簡単に製作できそうに見えますが、D/d(線径に対するコイル平均径)が非常に大きいためスプリングバックも大きくなり、Rの管理が難しいという見かけからは想像できない難加工の逸品です。
D/dが非常に大きくRの管理が難しい
写真だけ見ると、線材を円柱状のものに沿わせて曲げるだけで製作可能では?と思われる方もいらっしゃるかもしれませんが、バネ用ステンレスという材質は曲げた後に元に戻る性質があり、その性質はD/dが大きくなるほど大きくなるのが特徴です。元に戻る現象のことをスプリングバックと言いますが、このスプリングバックを考慮すると、完成形の内Rの直径が300mmのものを製作しようとすると、なんと直径50mmの芯金に巻く必要があります。
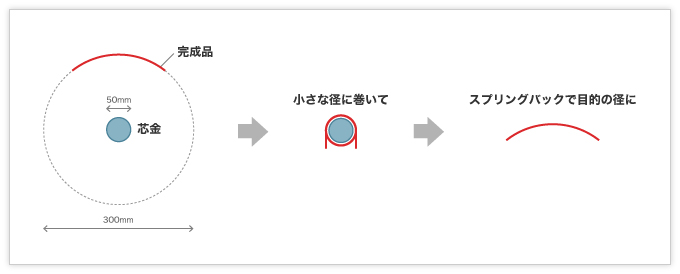
スプリングバックはその戻る速度が異なるとRもばらついてしまうため、一定の速度でRが戻るような治具を自社で製作してRが一定になるように製作しました。
加工工程を工夫してひずみを出さないように製作
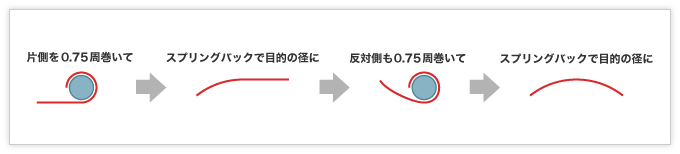
上記は基本的な加工で、この方法でも製作できないことはないと思いますが、1周以上巻くことになるとどうしても「ひずみ」が発生してしまいます。ひずみが発生すると後工程でひずみをとる作業が必要になり、ただでさえRの管理が難しいところにさらにひずみとりまでするとなると余計に管理が難しくなってしまいます。そこで岩津発条では、そもそもひずみを出さないように工夫して巻くという方法をとって工程をシンプルにしました。
どういうことかというと、ひずみは1周以上巻くと発生する=1周以上巻かなければひずみません。今回の製品は芯金に1.5周巻く必要がありましたが、半分にすると0.75周です。つまり、片側ずつ巻いていけばひずませずに巻くことができるという発想に行きつき、専用の治具を作成して片方ずつ巻くことでひずみを出さずに製作することができました。
巻いた後は熱処理を行う必要もあり、バネ用ステンレスの径は熱処理によっても広がるため、あらかじめ前工程でその点も考慮して曲げるという、シンプルに見えて非常に手の込んだ、職人技が光る逸品となりました。
岩津発条ではただ難加工が可能なだけではなく、いかに難しい加工を避けるかという発想力にも自信があります。目的に応じてお客様と相談しながらベストな選択をさせていただこうと思っていますので、ぜひお気軽にご相談ください!