
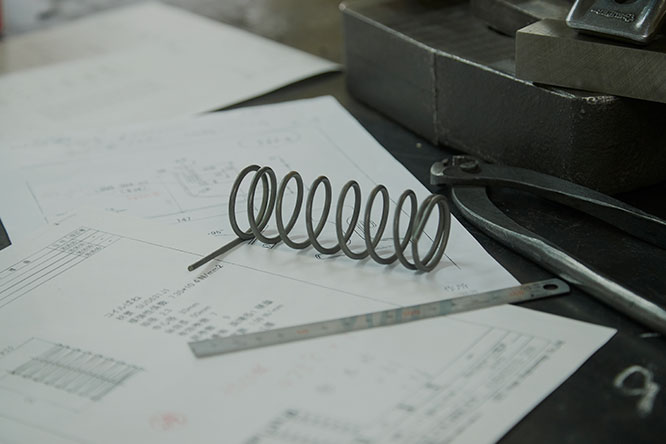











材質:SWC(SWRH)
線径:φ2.6
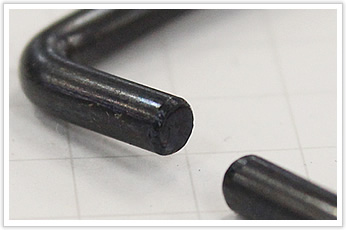
先端が面取りされた、D/dが大きいトーションバネです。
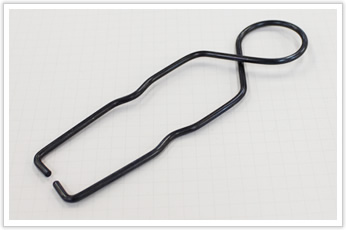
加工方法は線材曲げ加工ですが、分類上はトーションバネです。
まず、上記写真からわかるように先端同士が密接しているため、加工前に面取りをする必要があり、自動機での加工は不可能です。
それに加え、D/dがφ10.5と大きいため、専用治具による曲げ加工が必要となります。
また、先端同士が揃っていることも特徴の一つです。
コイル部がクロスで重なっているため、通常の加工では揃える事は非常に困難です。
そのため、先端を揃えるために専用の治具を用意し、上に重なった線に下向きの力を加えました。

また、硬鋼線(バネ鋼)の特徴として熱処理後にD/dが小さくなってしまうため、
加工前に加工後の先端の位置を把握しておかなければ、 精度の高い製品にはなりません。
岩津発条では、専用の治具を作る技術や加工技術を持つため実現することができました。